基于PLC的火電廠煙氣脫硫控制系統(tǒng)研究與設(shè)計

0 引 言
我國是燃煤大國,煤炭占一次能源消費總量的75%。隨著煤炭消費的不斷增長,燃煤排放的二氧化硫也不斷增加,致使我國酸雨和二氧化硫污染日趨嚴重。為了實現(xiàn)SO2的減排目標,國家制定了一系列的環(huán)保措施。目前國內(nèi)煙氣脫硫工藝設(shè)備的設(shè)計、制造、安裝和調(diào)試水平已有了大幅度的提高,已建成、投運了一大批大型機組火電機組煙氣脫硫系統(tǒng)。但據(jù)了解,目前投運的火力發(fā)電廠都還存在著不少這樣或那樣的技術(shù)問題,其中熱工自動化投入水平不高是其中的一個重要技術(shù)問題,如測量不準,系統(tǒng)自動投不上,系統(tǒng)調(diào)節(jié)品質(zhì)差等,致使一些電廠的脫硫系統(tǒng)出現(xiàn)運行故障多、不能與發(fā)電機組完全同步運行或運行中脫硫效率達不到設(shè)計值或系統(tǒng)運行成本高等問題。對于整個煙氣脫硫系統(tǒng),作為監(jiān)視、控制脫硫系統(tǒng)運行的控制系統(tǒng)是重要的組成部分,它既要保證脫硫系統(tǒng)的正常工作和異常工況的系統(tǒng)安全,又要與單元機組控制系統(tǒng)相協(xié)調(diào),保證鍋爐的安全運行。
控制系統(tǒng)采用DCS雖然自動化程度大為提高,但由于脫硫工藝系統(tǒng)總的監(jiān)控點數(shù)(一般為600~1 000點)遠低于能滿足單元機組控制的DCS系統(tǒng)的經(jīng)濟規(guī)模(一般為5 000~10 000點),造成控制系統(tǒng)造價偏高,經(jīng)濟性下降。目前,國內(nèi)許多電廠在煙氣脫硫控制上己開始嘗試采用可編程控制器PLC作為控制主機,將脫硫控制納入全廠輔助系統(tǒng)網(wǎng)絡(luò)集中監(jiān)控,既保證可靠性,又能大幅度降低系統(tǒng)造價。
本文研究采用可編程控制器PLC作為控制主機,進行脫硫控制系統(tǒng)的硬件設(shè)計,給出了具體的設(shè)計方案及各功能模塊的詳細設(shè)計。現(xiàn)場實際運行結(jié)果證明了設(shè)計方法的有效性。
1 煙氣脫硫工藝流程
石灰石/石膏濕法煙氣脫硫的基本工藝流程為:鍋爐煙氣經(jīng)過除塵器除塵后,由引風機送入脫硫系統(tǒng),煙氣由進口煙道進入由增壓風機增壓后,經(jīng)氣氣換熱器(GGH)降溫,進入吸收塔。在吸收塔內(nèi),煙氣由下向上流動,石灰石漿液由上向下洗滌煙氣,在吸收塔底部,鼓入空氣進行氧化,生成的石膏由石膏漿液泵送人脫水系統(tǒng)圖1是典型的石灰石/石膏濕法煙氣脫硫工藝流程圖。
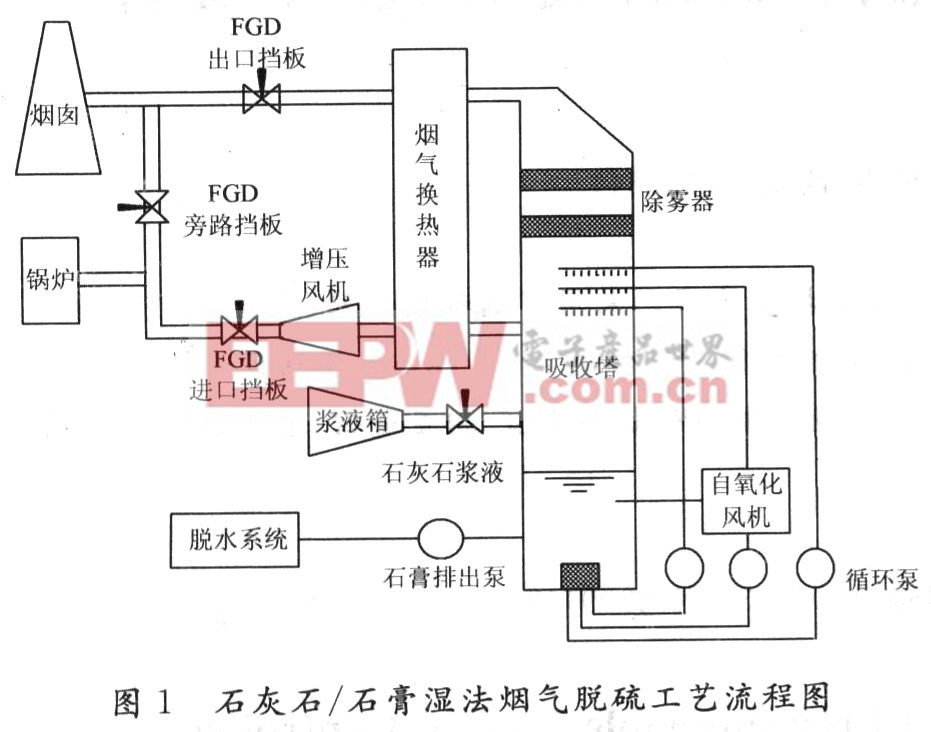
石灰石/石膏濕法脫硫工藝系統(tǒng)(單臺機組)主要由八個子系統(tǒng)組成,分別為煙氣系統(tǒng)、吸收氧化系統(tǒng)、石灰石漿液制備系統(tǒng)、脫水及輸送系統(tǒng),排放系統(tǒng)、工藝和工業(yè)水系統(tǒng)、雜用和儀用空氣系統(tǒng)、廢水處理系統(tǒng)。每個系統(tǒng)都是一個完整的子系統(tǒng),當以PLC作為系統(tǒng)主控機時,每個子系統(tǒng)可以作為PLC的一個功能模塊。










評論