用可編程控制器對龍門刨床的改造


2.2故障診斷程序設計
在龍門刨床運行過程中,經常會出現各種各樣的故障,查找老式的繼電器邏輯控制系統的故障非常困難。龍門刨床采用PLC控制后,利用PLC和觸摸屏強大的信息處理功能和信息顯示功能,在出現故障時,通過觸摸屏及時通知操作人員,可以指導檢修人員準確地處理故障。
2.2.1工作臺自動運行故障診斷程序設計
工作臺的自動運行過程與前進/后退換向行程開關和前進/后退減速行程開關的狀態變化密切相關,如果這4個行程開關出了問題,工作臺不能正確地實現步M20~M28描述的自動循環過程。
2.2.2 外部設備故障診斷程序設計
外部設備包括風機、油泵和變頻器,有外部設備故障時,用起保停電路保持,信號用觸摸屏顯示。
3人機界面設計
3.1觸摸屏選用
通過綜合考慮后選用WEINVIEW生產的MT-510T型8線精密電阻網絡型工業觸摸屏,它是10.4”彩色TFT液晶觸摸屏,640×480點像素,有2 MBFLASH ROM和4 MB DRAM。通信口COM1有一個用于PC的RS 232口和一個用于PLC的RS 485/422口,COM2是用于PLC的RS 232口。它還有一個標準的并行打印機接口。
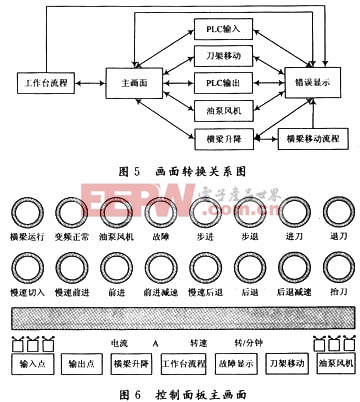
3.2主畫面的設計
主畫面形象直觀地顯示龍門刨床工作臺的往復運動狀態、抬刀動作和與工作臺有關的限位開關的通斷狀態。用指示燈顯示工作臺的各種狀態,例如前進、后退、慢速切入、前進減速和后退減速,以及工作臺步進和步退.。還用指示燈顯示油泵風機、變頻器的狀態,以及進刀、退刀和故障信號等。畫面轉換關系和主畫面如圖5和圖6所示。
4 改造效果
對龍門刨床的電氣控制系統進行了總體設計。主拖動采用調速范圍寬、節能效果顯著的變頻器,用PLC實現開關量邏輯控制和變頻電動機的轉速控制。控制系統用觸摸屏作人機界面,觸摸屏用各種畫面來顯示龍門刨床的運行狀態和故障信息。實踐證明,改造好的龍門刨銑床大大提高了機床的性能和加工能力,有效地提高了工件的加工精度,產生了顯著的經濟效益和社會效益。







評論