基于S7-200 PLC的位置控制器設計

2 系統軟件設計
2.1 設計要點
該系統軟件設計的重點為:1)準確配置高速計數器;2)位置控制器的允差設計,允差的選擇應盡量小以提高伺服系統的控制精度,在滿足系統定位精度的前提下,允差的設計上還需要考慮于機械結構定位的分辨率,以免設置值過小機械結構控制不到位而引起驅動電機反復轉動調節,往往需要現場標定;3)初始位置的精確標定,需要注意的是初次標定各檔位位置時應使用手動控制方式,并且要將機械限位開關狀態接入PLC。由于采用增量式光電編碼器,計數器當前值要存在PLC的掉電可保存寄存器MDl4中。
2.2 程序設計
在程序中首先需要將高速計數器配置為A/B相正交輸入,4倍計數速率,增計數,并使能高速計數器,然后將標定好的各檔位位置填入相應的地址中,并且設置允差為兩個脈沖,也就是說各檔位的脈沖數加減2即為相應的到位。伺服系統傳動裝置的間隙是多樣性的,并且對伺服控制的性能有影響,設置允差的目的是為了消除由于伺服傳動間隙引起的系統不穩定,從而準確定位。位置定位程序的流程如圖5所示。
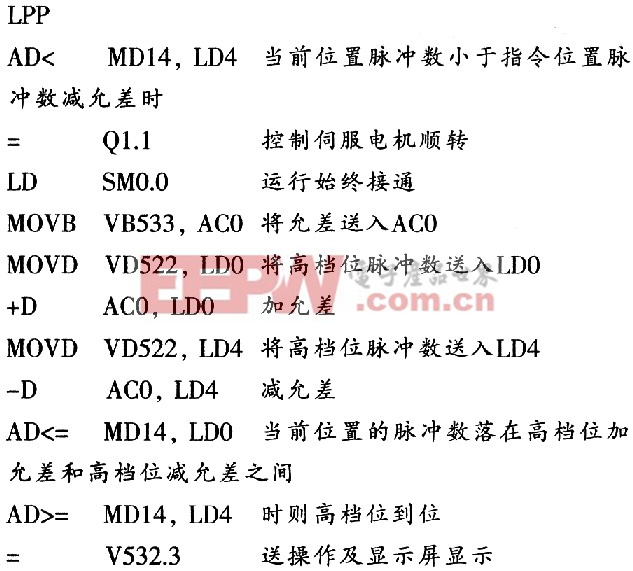
在程序設計時除順、逆限位和順轉、逆轉的互鎖程序外,重點在于如何用PLC實現多點重復定位。主要設計程序如下:

3 工程應用情況
這種設計方法被利用在某軍用雷達工程的衰減器控制的4位置定位系統中,系統要求驅動機械部件在0°~360°內的4個位置往返定位,定位精度要求O.1°。在具體的設計中驅動電機選用型號為55TYD02的交流電機,編碼機構選用型號為OMRON E6B2的相對式光電碼盤。位置的行程范圍360°對應于8 400個脈沖,則使用S7-200 PLC高速計數器讀入的位置分辨率為360°/8400=0.043°;根據機械結構實際標定位置允差值設置為2個脈沖,此定位系統的控制精度可達到0.86°,滿足系統定位精度0.1°的要求,電機正向或反向運轉一次到位,快速準確。
4 結束語
PLC適用于比較惡劣的工業環境,通過其通訊口和上位計算機實現通訊,可以使操作人員在安全的環境下實現遠程控制;光電編碼器構造原理簡單,機械壽命可達幾萬小時以上,抗干擾能力強。由兩者為核心構成的硬件電路實現位置控制方法適用于具有多個設置點重復定位的機械旋轉控制設備,完全滿足一般的工業控制要求。這種設計原理清晰、硬件需求明確、易于實現、調試維護方便,具有很好實用和適用性。上述的位置控制方法已經應用于某軍用雷達工程的衰減器控制中,其控制精度可達到0.86°,滿足系統定位精度0.1°的要求,設備運行穩定可靠,效果良好。本文引用地址:http://www.104case.com/article/162871.htm

伺服電機相關文章:伺服電機工作原理
評論