旋轉(zhuǎn)編碼器在線速度檢測(cè)控制中的應(yīng)用
 加入技術(shù)交流群
加入技術(shù)交流群

掃碼加入
和技術(shù)大咖面對(duì)面交流
海量資料庫(kù)查詢(xún)
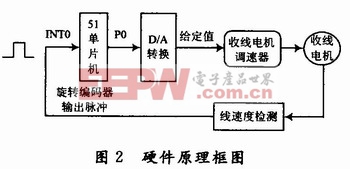
工作時(shí),當(dāng)收線電機(jī)帶動(dòng)電纜運(yùn)動(dòng)時(shí),帶動(dòng)旋轉(zhuǎn)編碼器的主動(dòng)輪旋轉(zhuǎn),從而旋轉(zhuǎn)編碼器旋轉(zhuǎn),輸出脈沖。該脈沖送入光電耦合器,進(jìn)行隔離、整形、電平轉(zhuǎn)換,送給AT89C51的12腳,外部中斷INTO進(jìn)行脈沖計(jì)數(shù)。每接收到一個(gè)脈沖,單片機(jī)執(zhí)行外部中斷INT0子程序一次,脈沖計(jì)數(shù)存儲(chǔ)器加1。例如,每間隔1 s讀取一次,從而可以根據(jù)計(jì)數(shù)脈沖的個(gè)數(shù),與標(biāo)準(zhǔn)脈沖數(shù)比較,因此,可以判斷當(dāng)前線速度的大小。
線速度的計(jì)算方法如下:
例如,要求線速度V為0.1 m/s。
旋轉(zhuǎn)編碼器每秒輸出脈沖數(shù)=V·Np/C
其中:C為旋轉(zhuǎn)編碼器主動(dòng)輪周長(zhǎng)(單位:m)。所以,線速度為O.1 m/s時(shí),旋轉(zhuǎn)編碼器每秒輸出標(biāo)準(zhǔn)脈沖數(shù)=0.1×1000/0.5=200個(gè)/s。
3 軟件設(shè)計(jì)
在定時(shí)器中斷中運(yùn)行,在計(jì)時(shí)子程序中,每秒執(zhí)行一次。即查詢(xún)每秒收到的脈沖數(shù)是否與標(biāo)準(zhǔn)脈沖相同。該線速度控制子程序如圖3所示。
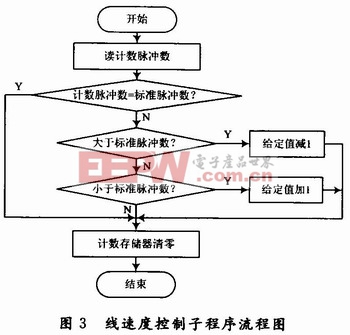
首先,讀脈沖計(jì)數(shù)存儲(chǔ)器的數(shù)值,與標(biāo)準(zhǔn)脈沖數(shù)比較,等于標(biāo)準(zhǔn)脈沖,脈沖計(jì)數(shù)存儲(chǔ)器數(shù)值清零,說(shuō)明此時(shí)走線速度等于標(biāo)準(zhǔn)速度;若大于標(biāo)準(zhǔn)脈沖數(shù),說(shuō)明線速度大于標(biāo)準(zhǔn)線速度,因此,必須使調(diào)速器給定值減1,使得收線電機(jī)轉(zhuǎn)速減低;若小于標(biāo)準(zhǔn)脈沖數(shù),說(shuō)明線速度小于標(biāo)準(zhǔn)線速度,必須使調(diào)速器給定值加1,使得收線電機(jī)轉(zhuǎn)速增加,從而形成閉環(huán)線速度控制反饋系統(tǒng),控制收線電機(jī)旋轉(zhuǎn)速度,使得線速度保持恒定。
4 結(jié)語(yǔ)
根據(jù)電纜成纜機(jī)的工藝要求,設(shè)計(jì)了單片機(jī)與旋轉(zhuǎn)編碼器組成的閉環(huán)線速度控制系統(tǒng),并給出了主要控制程序的設(shè)計(jì)方法。還可以通過(guò)軟件實(shí)現(xiàn)線纜走線長(zhǎng)度的檢測(cè)以及運(yùn)行時(shí)間的計(jì)算等功能,并通過(guò)顯示屏顯示出來(lái)。上述線速度控制系統(tǒng)已成功應(yīng)用在實(shí)際的技術(shù)改造中,為企業(yè)節(jié)約了近百萬(wàn)元的技術(shù)改造資金。結(jié)果表明,該系統(tǒng)具有運(yùn)行穩(wěn)定可靠、電路簡(jiǎn)單、測(cè)量精度較高、成本低等特點(diǎn),完全滿(mǎn)足電纜生產(chǎn)工藝要求,其簡(jiǎn)潔的電路設(shè)計(jì)和典型的控制方法具有較高的參考價(jià)值。

評(píng)論