電子束焊機用高壓電源中的PLC控制系統的設計

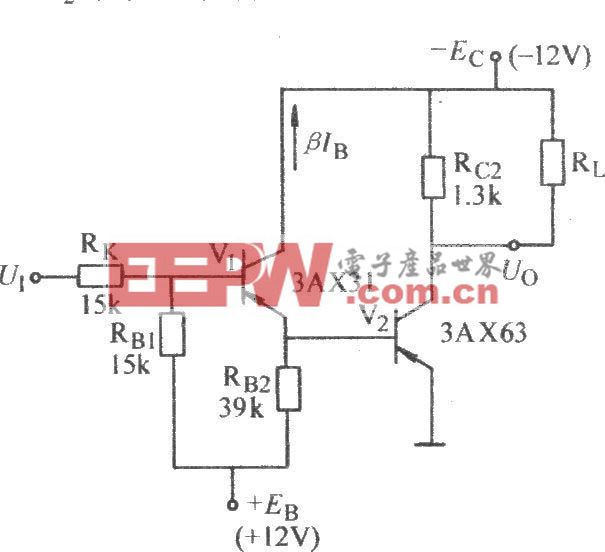
控制電路由PWM控制電路、高壓反饋環節和PID調節器組成。具體原理圖如圖2所示。PWM電路主要控制逆變器的軟啟動、提供40kHz方波脈沖和隔離驅動、過流保護等。高壓反饋環節有高壓精密分壓器、高壓隔離電路和D/A轉換器組成。該環節把直流高壓信號轉變成標準的低電平信號,再通過D/A轉換器轉換成數字信號送入PLC,作為PID運算的反饋量。給定環節由A/D轉換器、數據設定單元和外接模擬電路組成,分手動和自動兩種情況。手動時由模擬電位器給出的模擬信號經A/D轉換器后變成數字量作為PID的給定;自動時,給定值由PLC設定單元直接設定數字作為PID的給定。同時PLC內部設計了梯度給定程序,使得PID輸出為一斜波輸出,作為高壓電源的軟啟動。PID環節由PLC和D/A模塊組成,PID運算由PLC的PID指令完成,包括采樣時間、比例常數、微分常數、積分常數、濾波常數的設定等。PID運算后的數字經D/A轉換成模擬信號作為直流調壓模塊的控制電壓以調節其直流輸出。直流高壓穩定和調節的工作原理是,當由于外部原因使得輸出電壓下降時,經反饋環節和PID運算后使控制電壓提高,從而提高調壓模塊的輸出電壓,使逆變器的輸出電壓、高壓變壓器的輸出電壓和直流輸出電壓提高以達到直流高壓的穩定和調節。
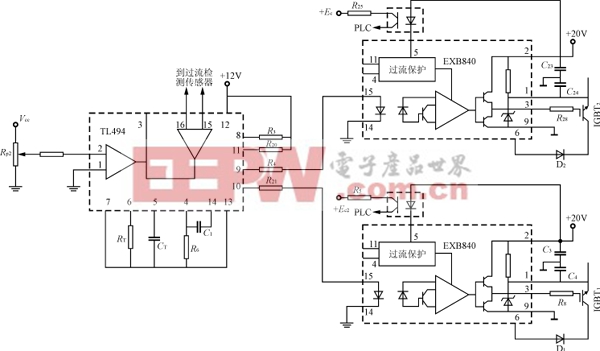
圖2 電源的PWM及驅動控制原理圖
4 軟件設計
高壓控制系統軟件流程圖如圖3所示。控制系統軟件由以下部分組成。
初始化程序 對控制系統的參數進行設定。
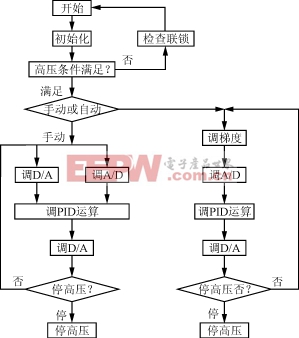
圖3 控制系統軟件流程圖
梯度給定程序 產生PID給定信號,利用PLC的加法指令和特殊繼電器M8021來實現上升梯度,使得給定為斜波函數。下降梯度則由減法指令和M8021形成。
A/D程序 高壓反饋信號和手動給定信號的模數轉換,作為PID運算的反饋量。
D/A程序 把PID的運算結果實時地轉化為模擬量,用以控制可控調壓模塊的輸出。
PID運算程序 由PLC的PID運算指令完成,根據系統的實際要求設定采樣時間、比例常數、微分常數、積分常數、濾波常數等。
END 結束程序
5 保護電路
電子束焊機在工作時,電子槍內的打火、電源操作及其它外部原因會在電源內部產生過電壓或過電流以致損壞電源或IGBT、集成電路及工件,采取保護電路是抑制過電壓或過電流的有效措施。電源設置過壓保護、梯度上升及下降電路和過流保護電路。過流保護采用以下三重保護。
1)EXB840電路本身的過流保護檢測功能,即在IGBT過流時,IGBT驅動模塊的腳6會檢測到過流信號而直接封鎖輸出脈沖,關斷IGBT,同時EXB840的腳4經過外接電路輸出信號給PLC,PLC經過程序運算后,一方面發出過流信號指示,另一方面給晶閘管移相控制電路提供封鎖脈沖信號,關斷晶閘管主電路。
2)利用TL494的內部放大器的腳15、16外接電流隔離傳感器,當檢測到的電流信號超過設定值時,TL494封鎖輸出脈沖,從而實現對IGBT的關斷。
3)高壓側電子束流過流保護,當出現過電流時,束流取樣信號反饋到控制電路,控制電路發出過流信號給PLC,PLC分別發出關斷主電路和過流顯示信號,從而實現過流保護。
電源還設置了過壓保護電路,能有效地對電源的過電壓進行保護,在高壓電源的內部還加裝了限流電阻及保護電阻,能有效地限制過電流和過電壓。為了克服開機時市電對電源的沖擊,通過PLC內部程序設置了軟啟動斜坡函數,經D/A模塊運算后作為PI調節器的給定,實現電源的軟啟動。
6 結語
電子束焊機用高壓電源的控制系統采用PLC技術后,系統工作可靠性提高,電路結構簡單,有利于電子束焊接設備的焊接工藝調整和方便設備的維修和調試。







評論