智能型塑殼式斷路器脫扣器的設計

4 功能與技術參數分析比較本文引用地址:http://www.104case.com/article/162009.htm
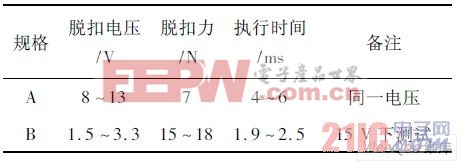
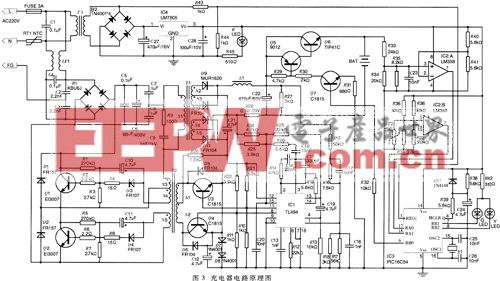
智能型塑殼式斷路器中脫扣器的驅動電路是一致的,都是通過脈沖信號控制MOS 管,通過MOS 管的開關功能控制脫扣器銜鐵的動作。脫扣器功能與技術參數比較如表2 所示。
表2 脫扣器功能技術參數.
當然,線圈匝數對脫扣器技術參數也有一定的影響。對于規格A 類產品而言,曾對線圈的匝數減少試驗表明:其對脫扣器技術參數的影響并不明顯。
在實際使用中,施加在規格為A 類與規格為B 類上的持續脈沖都應有限,主要原因有以下2點:
(1)導通時,流過線圈的電流較大,線圈容易產生發熱。
(2)導通時,主回路電流過大,而總功率是一定的,則主回路電壓就拉低,使控制器不能正常工作。
5 實際生產情況分析與改進
在已逐漸投入生產的產品中,現有的技術指標與國內、外差距不大,但是質量還不穩定。因此,提高可靠性及產品質量不僅是用戶的要求,也是企業進行國內、外競爭的需要。
在最初的實際生產過程中,規格為A 類的結構,其脫扣器零件、成品的報廢率居高不下,不僅浪費了財力、物力,提高了產品的成本,也嚴重影響了產品的正常供貨。脫扣器零件作為主要件或關鍵件要求生產,在現有的生產條件下加工出的零件合格率偏低,每一點不足都可能導致成品的報廢或不穩定。這就不適合在現有條件下的批量生產,必將失去產品的競爭力。因此,產品的改進勢在必行,主要從以下3 方面進行改進。
5. 1 殼體的改進
針對殼體來講,首先考慮對材料進行改進,脫扣器原先采用鐵鎳軟磁合金帶,雖然導磁性好,但材質較軟,在加工及裝配過程中易變形,且供貨周期較長,而且沖加工前和加工后技術上都要求進行真空熱處理,后將材料改為冷軋鋼板,技術上也不用真空熱處理;其次,對材料表面處理進行改進,原先材料表面處理為Ep. Ni10Cr0. 3,現改為Ep. Zn12. c2C。通過以上2 方面的改進后,脫扣器殼體易變形現象得到很大改進,同孔端鉚合時保持性較好,解決了脫扣器脈沖電壓不穩定現象,提高了產品的合格率,不但節約了成本,還縮短了加工周期。
5. 2 脫扣器銜鐵的改進
原先脫扣器的銜鐵用鐵鎳軟磁合金棒,后改為通用的電磁純鐵棒。技術上要求將真空熱處理取消,表面處理由Ep. Ni10Cr0. 3 改為Ep. Zn12.c2C。通過以上改進,不但節約了成本,還縮短了加工周期。
5. 3 材料和推桿的改進
在實際生產中,發現脫扣器同斷路器的配合有不穩定現象,但脫扣器的各零件參數選擇幾乎達到極限,于是只能改變推桿。從原先的平面設計改為圓弧面,利用圓弧面接觸面積小的特點,相對增大推桿的推力。這樣,在不增大彈簧力的情況下可解決沖擊力不足的現象,保證了斷路器的可靠分閘和合閘。
通過以上改進原設計上的不足及改善零件制造過程中的工藝,對脫扣器殼體的改進,對脫扣器銜鐵的改進和對脫扣器推桿外形結構進行改進后,經過一段時間的批量生產,質量明顯提高,零件的報廢率大幅度下降。因此,對智能斷路器脫扣器的重新設計與改進,提高了產品整體的質量,提升了產品的競爭力。
6 結語
在產品開發中,要設計的產品能適合批量生產的才稱得上是好的產品。在實際生產中,脫扣器零件加工工藝的優劣對脫扣器動作檢測電壓有著很大影響;有時,理論設計已非常合理,但往往一個零件加工工藝稍不太理想,就會引起脫扣器檢測電壓偏出范圍。因此,只有經過反復摸索試驗,才能設計出適合現有條件下大批量生產的產品。本文所述的塑殼式斷路器脫扣的執行機構屬低壓電器制造技術領域,在塑殼式斷路器有限的空間內設計出具有體積小、功耗低、動作快及工作可靠性高等特點的產品,對低壓電器向智能化、模塊化、小型化、通信化方向發展起到巨大的作用。

斷路器相關文章:斷路器原理
高壓真空斷路器相關文章:高壓真空斷路器原理 漏電斷路器相關文章:漏電斷路器原理



評論