PLC在PET注胚系統中的應用

一、注塑機介紹
1.注塑成型工藝
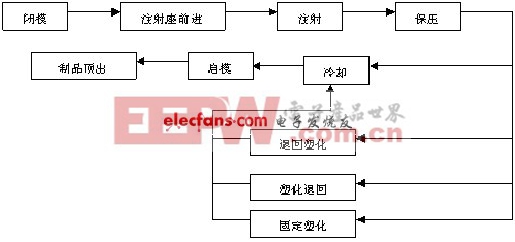
注塑成型是利用塑料的熱物理性質,把物料從料斗加入料筒中,料筒外由加熱圈加熱,使物料熔融,在料筒內裝有在外動力馬達作用下驅動旋轉的螺桿,物料在螺桿的作用下,沿著螺槽向前輸送并壓實,物料在外加熱和螺桿剪切的雙重作用下逐漸地塑化,熔融和均化,當螺桿旋轉時,物料在螺槽摩擦力及剪切力的作用下,把已熔融的物料推到螺桿的頭部,與此同時,螺桿在物料的反作用下后退,使螺桿頭部形成儲料空間,完成塑化過程,然后,螺桿在注射油缸的活塞推力的作用下,以高速、高壓,將儲料室內的熔融料通過噴嘴注射到模具的型腔中,型腔中的熔料經過保壓、冷卻、固化定型后,模具在合模機構的作用下,開啟模具,并通過頂出裝置把定型好的制品從模具頂出落下。
工藝流程圖
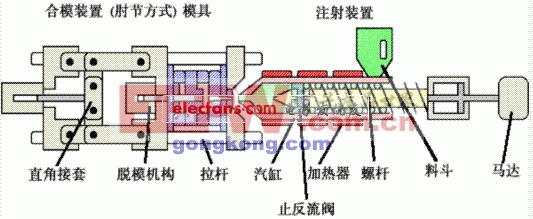
 注塑機結構圖:
注塑機結構圖:
2.注塑機控制特點
2.1合模
合模過程可分為三段,先是低壓高速,等模具接近閉合時轉換成低壓高速,完全閉合后以高壓鎖模。
2.2注射
注射過程分為兩個階段,第一階段是把熔融物料高速的注射入模具中的階段,此時的壓力稱為注射壓力,第二個階段是材料充滿模具后所加的壓力稱為保壓壓力。
注射壓力過低會引起充填量不足的情況。壓力過高可使制件的密度增大,收縮率減小,但過高的話則會使制件產品毛邊或發生較大的殘留應力,有時還會使制件脫模困難。因此在調試產品的時候,應從低壓開始并逐漸地提高,以確定合適的一次注射壓力。
保壓壓力是在物料充滿模腔后至冷卻固化后作用于物料上壓力,在保壓壓力作用的整個時間稱為保壓時間。它的作用是在防止毛邊的發生和過度充填的基礎上把伴隨著冷卻固化中因收縮引起的體積減小的部分從噴嘴用融融料過行不斷地補充,以防止制件因收縮而產生的縮痕(縮水)。其它壓力設定一般比一次壓力低。
2.3背壓壓力
在進入下一次注射前螺桿將通過旋轉把熔融物料輸送到料筒的前部加以儲備,此時螺桿一邊旋轉一邊將料輸送到料筒前部的熔融物產生的反壓力而后退。為了調整和控制螺桿后退的方式,可在螺桿上加上一定的和熔融物料相反的壓力,這就是背壓。螺桿背壓可以提高材料的熔融的效果,同時也可以保證使熔融物料在螺桿前部的完全充滿,以提高注射計量的正確性。但背壓過高,將引起物料處理能力的下降,還將使物料因摩擦熱增加而引起溫度上升。相反,背壓過低會引起注射量的計量不準。
2.4料筒溫度
對料筒的溫度設定時,一般是使之保持一定的溫度梯度,即從后部至前部的射嘴應設定使其溫度逐步增高。首先在送料段所設定的溫度主要是對物料進行預備加熱,壓縮段的溫度應高于材料的溶點,尋找和考察其物料的最佳溫度可進行2-3℃范圍的小幅度調節。
2.5模具溫度
模具溫度低,模腔內的物料冷卻快,提高了成型作效率。但模溫過低容易引起制件品質問題,如流痕、縮水、熔合線等。
模具溫度高,由于冷卻慢可以使結晶度變大,有利于提高和改善其制件的尺寸精密度和機械物性等。
2.6注射速度
注射速度可以為溫度壓力以外的調機手段,它能對物料粘度進行控制和調節。通過注射速度的控制和調整,可以防止和改善制件外觀,如:毛邊、噴射痕、銀紋或焦痕等各種不良現象。











評論