基于PLC和脈沖伺服的枕式包裝機應用設計

圖 4. 雙軸iDrive主動/從動軸設置
3.3 系統設定以及電子凸輪
本文引用地址:http://www.104case.com/article/160943.htm1) 圖5、圖6和圖7顯示了本系統的調試界面,此調試界面主要提供給機器制造商使用,參數的調試可以在PC上實現,也可以在通用的HMI上完成,也可以根據客戶的具體要求來進行軟件定制。
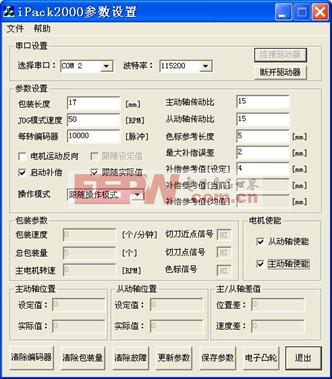
圖5. iPack2000參數設置界面
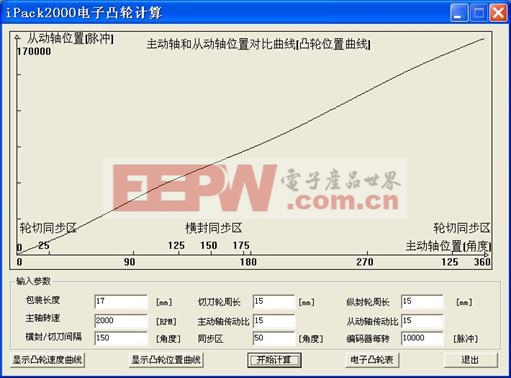
圖6. iPack2000電子凸輪計算(凸輪位置曲線)
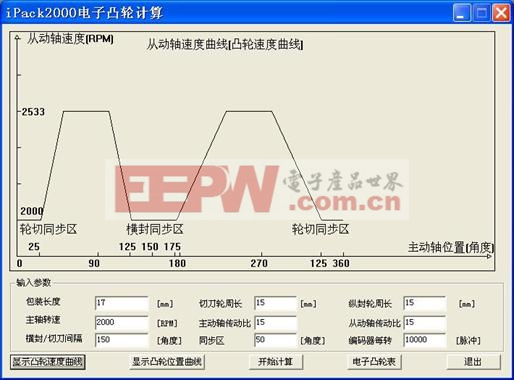
圖7. iPack2000電子凸輪計算(凸輪速度曲線)
圖6和圖7顯示了iPack2000電子凸輪的計算,圖6顯示的是主動軸位置和從動軸位置值的對比曲線,其中橫坐標是主動軸位置值,縱坐標是從動軸的位置值。圖7顯示的是在一個包裝區間內從動軸的速度曲線,從中可以看出有兩個速度同步區,分別是橫封同步區和橫切同步區。對于常見的熱封熱切工藝,則只需要設置一個同步區即可。
3.4 色標補償量的計算
l 補償量計算
補償量的計算主要依靠色標信號和切刀近點信號,如圖8所示。補償測量值為 L=L1+L2/2,即補償測量值為切刀近點信號到色標信號之間的電機編碼器脈沖數加上色標寬度的一半。
取得補償測量值以后,系統再進行凈補償值的計算,其方法是:
凈補償值=補償標準值-補償測量值;











評論