基于C70數(shù)控系統(tǒng)的柔性加工程序開發(fā)研究

一個讀取PLC 梯形圖程序中的相關信息的宏程序就是對這些系統(tǒng)變量進行定義后,將其組合起來。據(jù)此編制的
“讀取PLC 程序中的相關數(shù)據(jù)寄存器數(shù)據(jù)”的宏程序如圖3:
9100(程序號)
N10 #100100=1----------------指定讀取D元件(數(shù)據(jù)寄存器)
N20 #100101=1201-----------指定讀取的元件號(D1201)
N30 #100102=2---------------指定讀取字元件的字節(jié)長度(16bit)
N50 #100=#100110-------變量#100110是被讀取(D1201)的數(shù)值
N60 #100101=1202-------------指定讀取的元件號=D1202;
N70 #102=#100110------變量#100110是被讀取(D1202)的數(shù)值
…………
N150 #100101=1209---------------指定讀取的元件號=D1209
N160 #118=#100110------變量#100110是被讀取(D1203)的數(shù)值
N100 M99
在宏程序9100中,用系統(tǒng)變量連續(xù) 讀出了PLC 程序中的D1201,D1202,…….D1209 中的數(shù)值。 宏程序中的第N20,N60,N150程序段都是設定數(shù)據(jù)寄存器的編號,在設定了這些編號后,系統(tǒng)變量#100110就是對應該數(shù)據(jù)寄存器的數(shù)值,然后將其賦值到:“公共變量#100,#102,#104”中,這是宏程序P9100的 關鍵。
“公共變量#100,#102,#104”可以在顯示屏上顯示,這樣可以將其與設置的數(shù)據(jù)相比較。驗證設置數(shù)據(jù)與PLC程序和宏程序的正確性。而主加工程序可以完全使用這些變量編程。
將宏程序和主加工程序組合起來,就實現(xiàn)了一套加工程序?qū)煌?guī)格產(chǎn)品的柔性加工要求。
4.2 實用的柔性主加工程序
經(jīng)過以上處理: 可以編制主加工程序如圖4:
P100 (程序號)
N5 G65 P9100----------------------------------調(diào)用宏程序9100;
N3 M96 P9100----------------中斷指令生效(設定中斷宏程序號)
N10 G90 G0 X0.Y0.-----------------X軸Y軸運動到起點位置;
N30 G90 G1 X#100Y#102 F#104-----------X軸Y軸運行到“1工位”
N40 G90 G1 X#106 F#108---------- X軸運行到“2工位”
N50 G90 G1 Z#110 F#112----------- Z軸運行到“3工位”
N60 M97 ----------------------------------中斷指令無效
N100 M30 -------------------------------------程序結(jié)束;
主加工程序在開始的第N5步就調(diào)用“宏程序P9100”,先讀出#100,#102,#104的變量值,在下面的程序中就可以引用這些值做定位數(shù)據(jù)。
這樣就實現(xiàn)了只用一套加工程序來完成對不同規(guī)格的零件的加工。
用戶在使用該機床加工時,只需
( 1). 預先在GOT上設置各不同規(guī)格零件的加工參數(shù);
(2). 選擇加工零件號;
(3). 試切后對加工參數(shù)進行修改;
(4). 再次啟動加工程序;
5.在線修改參數(shù)
如果在自動加工程序執(zhí)行一半的過程中,操作者在GOT上修改了某一加工參數(shù),并且要求修改后的參數(shù)在后續(xù)程序中立即生效。
從程序P100來看,對變量的處理是在程序P100開頭的宏程序中,如果在自動加工程序執(zhí)行一半的過程中,操作者修改了某一參數(shù),修改的參數(shù)并不生效。只有在重新從頭執(zhí)行程序P100后,修改的參數(shù)才生效。
這在實際操作中顯然是不能滿足客戶要求的。不可能要求操作者重新開始執(zhí)行程序,特別對大型程序更不可能在執(zhí)行到一半時又從頭開始執(zhí)行。
在線修改參數(shù)并立即使其生效的辦法是使宏程序P9100再運行一次。由于宏程序P9100僅僅只是計算程序,所以幾乎是瞬間完成,不影響后續(xù)程序的執(zhí)行。
而運行宏程序P9100的方法就是使用“中斷指令—調(diào)用宏程序”功能。該功能是C70系統(tǒng)的一項特殊功能------在系統(tǒng)自動運行過程中,如果從外部發(fā)出一信號驅(qū)動“中斷指令”,則“中斷指令”=ON后,就停止執(zhí)行主程序,轉(zhuǎn)而執(zhí)行預先指定的“宏程序”,待宏程序執(zhí)行完畢后,再繼續(xù)執(zhí)行主程序。
為了在線修改參數(shù)并立即使其生效,可以用“參數(shù)設置完畢確認”按鍵作為“中斷指令啟動”信號,該信號就調(diào)用執(zhí)行宏程序P9100,由于宏程序P9100僅僅只是計算程序,所以幾乎是瞬間完成,不影響后續(xù)程序的執(zhí)行。
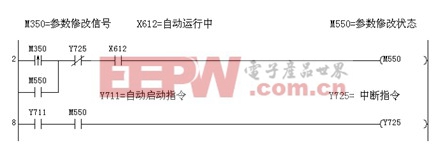
圖5 中斷指令的調(diào)用
在圖5 所示的PLC程序中,Y725就是“中斷指令啟動”接口,驅(qū)動Y725=ON,中斷指令生效,同時啟動執(zhí)行中斷宏程序。
第2步開始,M350為“參數(shù)修改完成”信號, M550為“參數(shù)修改完成狀態(tài)”。只有在“自動運行中X612=ON” 和M350=ON才可以進入“M550=ON參數(shù)修改完成狀態(tài)”.
一旦參數(shù)修改完成,重新啟動程序運行時,(Y711=ON,則Y725=ON, 中斷指令啟動。由中斷指令啟動中斷宏程序P9100運行一次。
而中斷指令的生效區(qū)間和中斷宏程序號由M96和M97 指定。參見圖4 程序中的第N3 步和第N60 步。
通過開發(fā)使用中斷宏程序插入功能,實現(xiàn)了加工參數(shù)的“即改即用”功能,當然,不停機修改參數(shù)有危險性,應該停機修改參數(shù)然后重新啟動。
6. 結(jié)語:
通過將觸摸屏技術(shù),PLC 編程技術(shù)和數(shù)控系統(tǒng)的宏程序結(jié)合起來而開發(fā)出得柔性加工系統(tǒng),操作簡單,方便實用,極具人性化,經(jīng)過裝機使用一年,效果很好。受到使用單位的贊許。本文引用地址:http://www.104case.com/article/160152.htm











評論