基金會現場總線FF技術在焦化廠循環水泵房應用

1 個手持編程器用于組態
該編程器用于組態操作。
規格: 1200x1100x980 ,
1 臺激光打印機用于實時報警打印
與一個操作員站通過并行打印口相連,可實現屏幕顯示畫面打印,現場信號報警實時打印,報警記錄打印。
1 臺在線式不間斷電源( UPS )
用于控制供電與外網供電的隔離,同時提供在斷電時數據的備份及正常關機。
1 面操作臺
規格: 1200x1100x980 ,
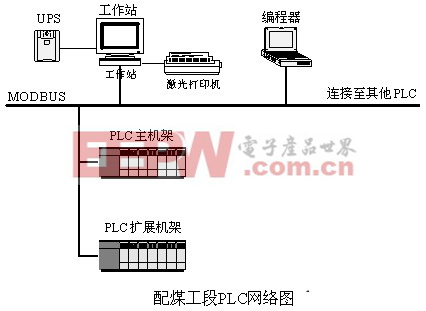
• 配煤PLC系統
配煤系統在整個焦化廠的生產過程中起到關鍵的作用,是保證焦炭質量的關鍵因素之一。在煉焦工藝固定的條件下,焦炭質量基本上取決于煉焦用煤的質量和配比。
自動配煤系統應能接受上位機傳來的配煤比指令,并按指定的配煤比進行配煤。在配煤過程中,常常會出現某一配煤槽塞煤而影響配煤的精度,因此有必要在各個配煤槽之間建立一種連鎖關系。當出現塞煤現象時,應自動按比例減少其它配煤槽的下煤量,并產生報警,嚴重時可以停止配煤,以保證配煤的精度。配煤槽之間連鎖關系也可以根據需要解除
配煤煉焦過程是一個發生了一系列物理和化學變化、影響焦炭質量因素眾多的復雜工業生產過程,很難用數學模型來描述各單種煤質量、配合比與配合煤質量、焦炭質量之間的關系。因此,基于配煤過程建立起來的自動配煤系統采用兩級結構形式,上一級為專家控制系統,它根據配煤生產過程的工藝特點和長期配煤的經驗知識,按照給定的焦炭質量指標和各單種煤的質量情況,運用專家控制系統的推理和計算方法,求得各單種煤的配比;下一級為集散控制系統,它以專家控制系統求得的各單種煤的配比作為控制目標,實現配煤比的在線恒值控制,保證配煤精度。
配煤優化是根據市場需求確定焦炭質量目標,同時根據各種約束條件,應用線性規劃方法,以配煤成本最低為目標來建立相應數學模型。
其中: Pb 為配比系數, C 為煤價系數。
約束條件為:

工藝條件約束
資源約束

其中: G 為粘結指數, X 為配煤量, S 為硫分, V 為揮發分, A 為灰分。
一個控制站用于組態和操作
該控制站可以為 PLC 控制器編制應用控制程序、硬件配置組態、網絡通訊組態、流程畫面組態及監視、歷史數據記錄、生成報表、報警監視及確認。可提供多種畫面調用方式,在發生故障后有提示并轉入故障畫面,以動態圖形方式(棒圖、曲線圖等)顯示壓力、流量、溫度;對重要的測量數據整點保存,運行日報、月報及報表的生成、顯示、打印;實現調節閥狀態變位記錄,事故順序記錄及事故追憶記錄;設備變位時 畫面閃爍提示,并在報警框有漢字提示的名稱及當前變位狀態,當參數越限時,除了閃爍提示,同時顯示當前越限值和越限給定值;對于設備變位、保護動作、保護報警等功能提供音響提示。
1 個手持編程器用于組態
該編程器用于組態操作。
規格: 1200x1100x980 ,
1 臺激光打印機用于實時報警打印
與一個操作員站通過并行打印口相連,可實現屏幕顯示畫面打印,現場信號報警實時打印,報警記錄打印。
1 臺在線式不間斷電源( UPS )
用于控制供電與外網供電的隔離,同時提供在斷電時數據的備份及正常關機。
1 面操作臺
規格: 1200x1100x980 ,
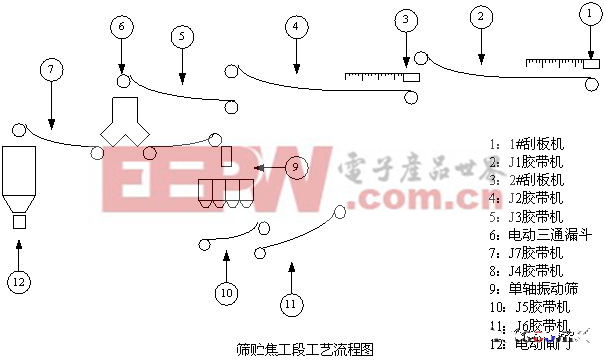
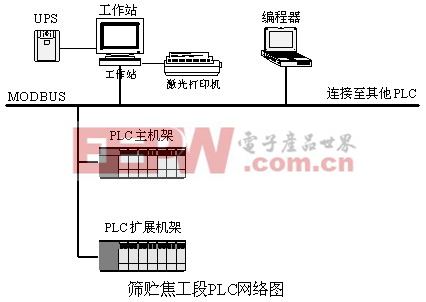
• 篩貯焦 PLC 系統
篩貯焦系統在焦化廠中起著啟后的作用,作為主要產品的焦炭將在這里分級、入倉、外銷。因此。在抓好煉焦的同時,務必注重這個外銷前的最后一個環節,以保證焦炭的質量及產量不在此受到影響。
按工藝要求,工業設備有集中連鎖和機旁手動兩種操作方式,控制范圍從刮板機、膠帶機至焦炭輸出膠帶機和各貯焦倉。設 PLC 集中連鎖控制為生產方式,機旁手動為檢修方式。系統啟動時發出預示信號,膠帶機設有跑偏、堵漏、事故停車保護。
一個控制站用于組態和操作
該控制站可以為 PLC 控制器編制應用控制程序、硬件配置組態、網絡通訊組態、流程畫面組態及監視、歷史數據記錄、生成報表、報警監視及確認。可提供多種畫面調用方式,在發生故障后有提示并轉入故障畫面,以動態圖形方式(棒圖、曲線圖等)顯示壓力、流量、溫度;對重要的測量數據整點保存,運行日報、月報及報表的生成、顯示、打印;實現調節閥狀態變位記錄,事故順序記錄及事故追憶記錄;設備變位時 畫面閃爍提示,并在報警框有漢字提示的名稱及當前變位狀態,當參數越限時,除了閃爍提示,同時顯示當前越限值和越限給定值;對于設備變位、保護動作、保護報警等功能提供音響提示。

tcp/ip相關文章:tcp/ip是什么





評論