利用PLC系統控制閃光對焊工藝過程的設計

2.2 PLC的I/O分配
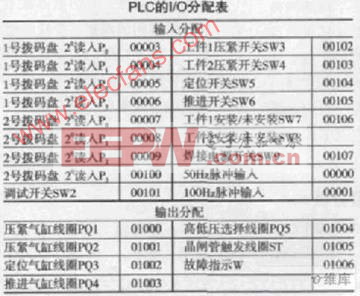
根據閃光對焊工藝要求,占用了PLC的17個輸入點(00003~00009,00100~ 00107, 及00000和00001兩個高速計數輸入端) ,7個輸出點(01000~ 01006),具體I/O分配如下表所示。
2.3 PLC與外圍電路的連接
用可編程控制器(PLC)代替時間繼電器,實際上是以“軟”繼電器(編程元件)代替“硬”繼電器(實際元件)。為實現此要求,首先應對原控制系統中的控制要求和動作過程進行分析,在明確劃分控制過程各個狀態及其動作特點的基礎上,設計PLC的外圍電路。
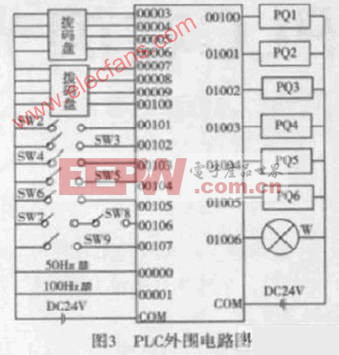
如圖3所示為根據PLCI/O分配表設計的PLC外圍電路圖,可以準確方便地控制閃光對焊動作過程,實現自動控制的目的。
3 結束語
3.1 機械裝置通過高壓三大件和低壓三大件兩條氣路來控制閃光對焊的推進和頂鍛過程, 既保證了工件推進的準確行程,又滿足了頂鍛階段的高壓要求,為控制閃光對焊焊接循環提供了便利條件。整個過程操作方便,機械化程度高。
3.2 控制系統不同于以往的繼電器控制,將PLC控制系統應用于閃光對焊的控制過程中,線路簡單、使用與維護方便、控制精度高,既實現了焊接過程的機械化、自動化,又保證了操作過程的靈活性和安全性,在焊接工業領域具有廣泛的應用前景。
本文引用地址:http://www.104case.com/article/151686.htm










評論