射頻連接器用開槽插孔的可靠性設(shè)計(jì)與制造

另外,對(duì)于50Ω的空氣介質(zhì)同軸傳輸線,插孔接觸件上開槽會(huì)對(duì)射頻同軸連接器的阻抗、電壓駐波比產(chǎn)生影響,所引起的特性阻抗偏差、電壓駐波比可分別由公式(6)、(7)計(jì)算得到。
本文引用地址:http://www.104case.com/article/118095.htm
其中,△Z—特性阻抗變化的百分?jǐn)?shù);
N—開槽數(shù)目;
w—插孔接觸件上的槽寬,mm;
d—插孔接觸件的外徑,mm。
![]()
其中,S —電壓駐波比;
f —頻率,GHz;
g —間隙寬度,mm;
dg —間隙區(qū)域內(nèi)導(dǎo)體的直徑,mm;
d —內(nèi)導(dǎo)體的直徑,mm;
N —開槽數(shù)量;
w —槽寬,mm。
由公式(6)和(7)可見,開槽數(shù)量越多、槽寬越大,對(duì)射頻同軸連接器的阻抗、電壓駐波比的影響越大,因此在確定開槽數(shù)量和寬度時(shí),還要充分考慮這些影響,使其在規(guī)定的范圍內(nèi)。
插孔接觸件的制造
開槽插孔接觸件通常選用彈性及強(qiáng)度較好的錫磷青銅或鈹青銅合金線材或棒材制造。選用錫磷青銅合金時(shí),工序包括:加工外圓和內(nèi)孔、開槽、收口、預(yù)插、進(jìn)行低溫(175℃~185℃)穩(wěn)定處理、電鍍等;選用鈹青銅合金時(shí),插孔收口后要進(jìn)行強(qiáng)化熱處理(HV320~HV360),才能充分發(fā)揮鈹青銅材料的高彈性性能。
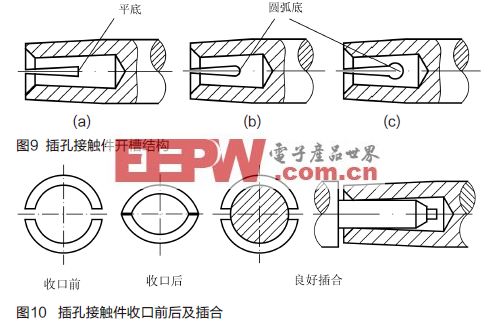
開槽
從電氣性能來說,開槽寬度越小越有利于實(shí)現(xiàn)高的電氣性能。但槽寬越小,加工難度越大,且開槽后的后處理(如去除毛刺)難度也越大,尤其是超小型連接器的插孔接觸件。處理不好,往往是射頻同軸連接器失效的原因之一。
通常的方法是采用鋸片刀開槽,隨著刀具技術(shù)和設(shè)備技術(shù)的發(fā)展,開槽寬度逐漸減小到0.15mm、0.10mm,甚至更窄。在開槽過程中,應(yīng)注意的問題是保證開槽的對(duì)稱度、直線度,以及毛刺的控制和去除,否則會(huì)嚴(yán)重降低“指狀”接觸片的強(qiáng)度,降低射頻同軸連接器的使用壽命。
由于插孔接觸件通常用鈹銅合金制造,在加工中容易產(chǎn)生毛刺,且難以去除,所以一些廠家采用電加工的方法進(jìn)行加工。由于電加工對(duì)加工部位產(chǎn)生電化腐蝕,且內(nèi)孔中殘留的腐蝕物、冷卻液等雜質(zhì)不容易清除,往往會(huì)對(duì)后續(xù)的熱處理、電鍍(鍍不上或附著力小易脫落)等產(chǎn)生不利影響。
收口
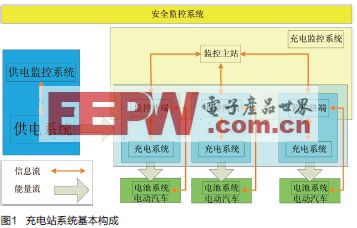
對(duì)于開槽插孔接觸件,要采用機(jī)械方法將其“指狀”接觸片均勻地向中心收口,才能與插合的插針接觸件之間產(chǎn)生符合規(guī)定的分離力(接觸壓力)。精密收口是產(chǎn)品性能的關(guān)鍵因素,直接決定其接觸性能和可靠性。2槽插孔接觸件收口前、收口后、插合狀態(tài)如圖10所示。最佳的收口應(yīng)是準(zhǔn)確控制、形成橢圓形閉合,使插針、插孔接觸表面平滑。插針必須在插入力較小的情況下插入,從而得到較好的電氣性能和可靠性。
正確收口




評(píng)論