Profibus總線在多線切割機控制系統中的應用

自動切割過程如下,首先建立線網,從放線輪開始,放線輪建立起張力后,操作人員用專用的工具拖動切割鋼線,繞導輪轉動將鋼線編織成所需的網狀方式,一直到收線輪,將鋼線固定在收線輪,然后按下收線輪啟動按鈕,收線輪建立張力。接著將工件裝夾到工作臺,啟動主電機,同時按同步控制方式啟動從電機、導輪電機,點動升速按鈕,線網低速運轉,操作人員檢查接地和跳槽報警功能,正常后,向下移動線網,當線網要接近工件時,按下初始化按鈕。啟動砂漿泵,使能斷線檢測功能。當切割條件,如切割張力,砂漿流量、溫度,冷卻水流量、溫度等達到切割要求是,按下自動運行按鈕,開始切割。
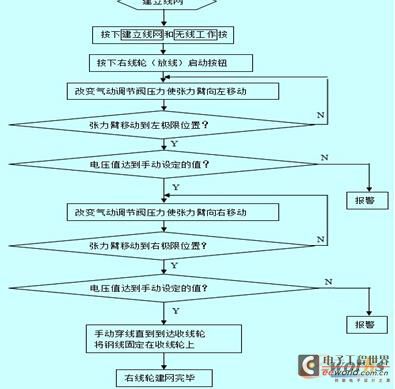

圖2 右線輪建立線網流程圖
4 采用Profibus通訊的優點
1、安裝在現場的分布式I/O站點最大限度地減少控制信號傳輸電纜的數量和布線距離,降低了系統安裝成本,縮短了安裝調試周期;
2、系統擴展容易,充分利用PROFIBUS總線的開放性,來自不同廠商的執行器件均可以通過現場總線連接,方便地構成分布式控制系統;
3、各設備作為控制系統的一個組成部分,與整個控制系統只通過一根電纜相連。設備的增減對系統而言只需極少電纜連接的改動和控制程序的少量修改;
4、控制器件的選擇充分考慮開放性軟件設計的主流,大大提高了控制軟件的可重用性和對維護人員的開放性;
5、基于PROFIBUS總線的編程更簡單。編程設備可從總線上的任一節點接入,系統維護方便,降低了系統調試強度;
6、由于現場總線設備的智能化、數字化,與模擬信號相比,從根本上提高了測量與控制精度,也提高了系統的可靠性;

圖3 主程序流程圖
7、現場總線是專為現場環境設計的,可工作在比較惡劣的環境中,且具有很強的抗干擾能力,保證系統更穩定的運行 。
5 結束語
Profibus技術從2008年開始已成功應用于多線切割機,特別是在多線切方機系列產品的控制系統中,現場設備的控制全部采用了Profibus技術,包括西門子的伺服驅動裝置、通用變頻器、德國科隆質量流量計、分布IO模塊等,得到了用戶的高度評價。尤其是與傳統集中控制比較,從系統設計、安裝調試、維護及擴展上,現場總線技術的優勢十分明顯。

評論